this post was submitted on 06 Jul 2023
8 points (90.0% liked)
3DPrinting
15591 readers
56 users here now
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at:
!functionalprint@kbin.social
or !functionalprint@fedia.io
There are CAD communities available at:
!cad@lemmy.world or !freecad@lemmy.ml
Rules
-
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
-
Be respectful, especially when disagreeing. Everyone should feel welcome here.
-
No porn (NSFW prints are acceptable but must be marked NSFW)
-
No Ads / Spamming / Guerrilla Marketing
-
Do not create links to reddit
-
If you see an issue please flag it
-
No guns
-
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe/ may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
founded 1 year ago
MODERATORS

Thanks! Would you have any general advice on how to check or fix the extruder?
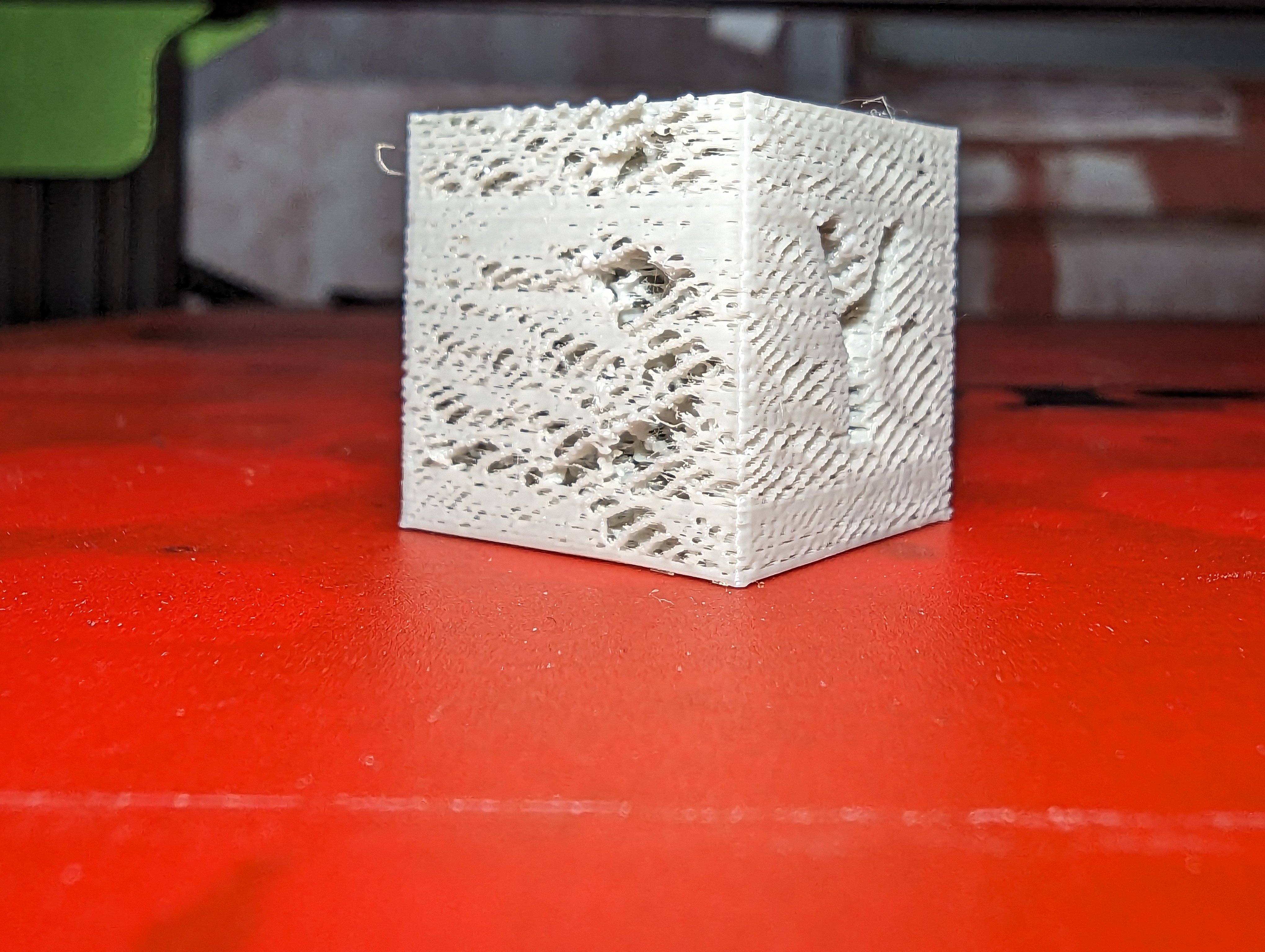
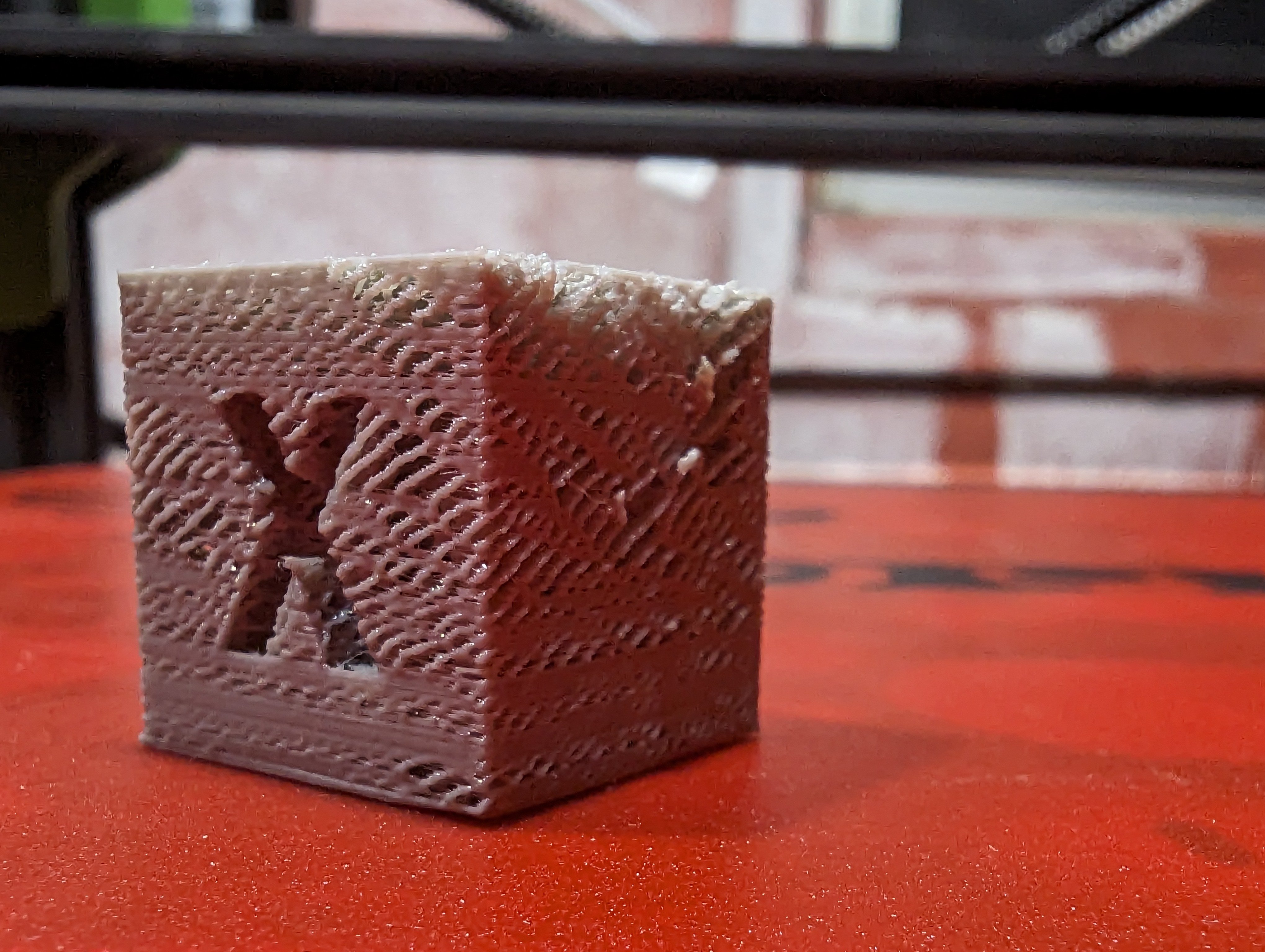
I did just place them on the bed after plucking them out. Sorry for the bad pictures, I'm no good at taking them haha. Here's what print looks like before I pluck it off the bed:
I realise there is a lot of stringing going on, but I'm not sure how to fix it. Online says I need to adjust retraction settings, and I'm still messing around with that. I've currently got retraction distance at 8.5mm and retraction speed at 40.0mm/s.
Are these holes also caused potentally by bad extruder gears?
Thanks for the help, I really appreciate it! I'm trying to fix up an old printer that my friend doesn't want anymore, and it's my first 3D printer, so there's a lot of basics I don't know.
I don't have any direct experience with a Bowden extruder so I'm no help for retraction in this context. You've got compounding issues here, and I don't think any one solution is going to "fix" it.
In general, stringing is a temperature issue. Lowering temp will reduce stringing in most instances. On a Bowden system, the extra gap between the Bowden tube and filament inside allows the filament to hold load tension like a compressed spring. On a direct drive extruder there is not very much space for the filament to hold loaded tension. So when the extruder retracts a small amount, most of the pressure on the melt zone is relieved. If the temperature of the melt zone is high, the gravity of the melted material that is still present can ooze out of the tip. When the print head is traveling, this ooze can catch on a passing print feature and anchor itself. This is where strings come from. If retraction is not a factor, by reducing the temperature, the melt zone is less viscous, and thus less likely to ooze enough to create a string.
With a Bowden setup, the tension in the Bowden tube needs to be accounted for too. It takes a lot more retraction to relieve pressure on the melt zone. This needs to happen very fast too. When the print extrusion is terminated before a travel move, there is a very small motion to anchor and control the termination. The retraction needs to happen during this motion or it will likely make large strings. I'm afraid you may have a circumstance like this based upon how large your strings are and how there are so many gaps in the print. This is something I only know about through inference of another situation I have encountered.
PETG has a problem with moisture that causes oozing and stringing. There are a bunch of different problems this creates, but one of them is a type of stringing that is kinda similar to what your print looks like. I'm very hesitant to say this IS the main problem though. With PETG it is super sticky when it is molten, more than any other filament. Moisture, even a tiny amount, sitting in the melt zone during a travel move, will expand just enough to cause the filament to anchor to almost anything. For most other filaments, a string is usually just some insignificant wisp that has very little volume of material compared to the stuff in the melt zone. With PETG the ooze string anchor tends to pull out a significant amount of material from the melt zone. This tends to make problems for the start of the next extrusion when there is not as much material as the g-code needs to anchor the beginning of an extrusion. It also affects the termination that comes back to the same seam. This is the cause of most problems with PETG prints.
PLA does not have issues like this in general. It is sensitive to moisture and this can cause stringing, but it is not anywhere near as sticky when molten. The problems are therefore far less of a PITA to deal with.
I only share this so that maybe you get an idea of the dynamics involved here. The critical thing you're messing with is what is happening inside the melt zone and all of the factors that could affect the molten material. The g-code is blind. It can't account for any in situ circumstances. It follows instructions exactly and assumes they execute correctly every time.
My other concerns are that your steps per millimeter, your PID tuning values/calibration of your hotend, the potential for a clog in the nozzle, and the potential that you are printing at too high of a temperature.
I don't use Cura much, so I'm no help really on that front. I use a combo of Prusa Slicer and Super Slicer. The calibration tools built into Super Slicer are really helpful for me because they contain all of the info I need to read along with the setup to do each calibration in one click. It is also setup to calibrate your actual profiles directly in a way that seamlessly integrates back into whatever project you're working on. (It is FOSS too). If you are already comfortable with Cura and using it, check out the CHEP channel on YT. He has a bunch of tutorials on setting up project level printers like enders really well and might be more help, especially with the Bowden stuff.
I bet your temp is way too high and causing the stringing. 8.5mm retraction seems pretty excessive as well so try reducing your temp and retraction settings. I personally print PLA at 195 and I believe Bowden extruders should be around 4-6mm retraction (don't quote me on this. I have a direct drive extruder). You can print out a temperature tower that'll increase the temps every few layers so that you can see which one gives the best results. After this you can do a stringing test print to see if there's an improvement.